Lead time in plastic extrusion is a peculiar challenge. Not the kind of funny that makes you laugh, but the kind where everything can seem perfect for weeks, and then one small issue arises. It could be a missing approval, an unflagged tooling change, or a resin that suddenly has a longer shipping window. Suddenly, your “quick turn” job transforms into a calendar problem.
If you’re involved in buying extrusions, you’re already familiar with this reality. But if you actually run the extrusion process, you really understand the implications.
This article provides a practical list of the most common lead time killers I encounter in custom profile and tubing work, along with actionable solutions that can significantly improve the situation. This isn’t theoretical advice—just real-world insights into what typically holds projects hostage.
1. Vague prints and shifting requirements
This is the primary issue.
A surprising number of delays stem from drawings that are deemed “close enough” until production begins. There are no datums, no tolerance strategy, and critical dimensions aren’t labeled as such. When the first sample arrives, everyone has a different perspective on what actually matters.
Fixes
- Clearly mark true critical-to-function dimensions (and their tolerances). Avoid making everything tight as it slows down the process.
- Specify material, color, finish, and any special requirements (UV, flame, impact, low temp, etc) on the print or spec sheet.
- Early on, establish what “good” looks like: visual standard, allowable knit lines, surface expectations, straightness, twist, camber.
This upfront clarity is also where choosing the right plastic extrusion company can make a significant difference. A manufacturer who provides material guidance and process feedback can save valuable time. If your extruder specializes in made-to-spec work and can sanity check tolerances and profile geometry early on, you can avoid the frustrating cycle of “run, measure, argue, adjust, repeat.”
2. Tooling delays (and tooling surprises)
Tooling is often the pacing item on new profiles. And it’s not only tool fabrication. It’s also the back and forth on land lengths, vacuum sizing approach, expected swell, and whether the design is even extrusion-friendly at the corners and thin walls.
Fixes
- Engage tooling support early, before the design is locked. Small geometry tweaks can remove days or weeks of iteration.
- Ask for a tooling timeline that includes design review, build, prove-out, and sample approval, not just “tooling lead time.”
- If you suspect multiple revisions, plan for it. Build that into the schedule rather than hoping it won’t happen.
At shops that build a lot of custom tooling, such as those specializing in plastic extrusion for windows and doors, the difference is usually in the prove-out process. Better process monitoring and a tighter startup routine means fewer “mystery adjustments” and fewer re-runs.
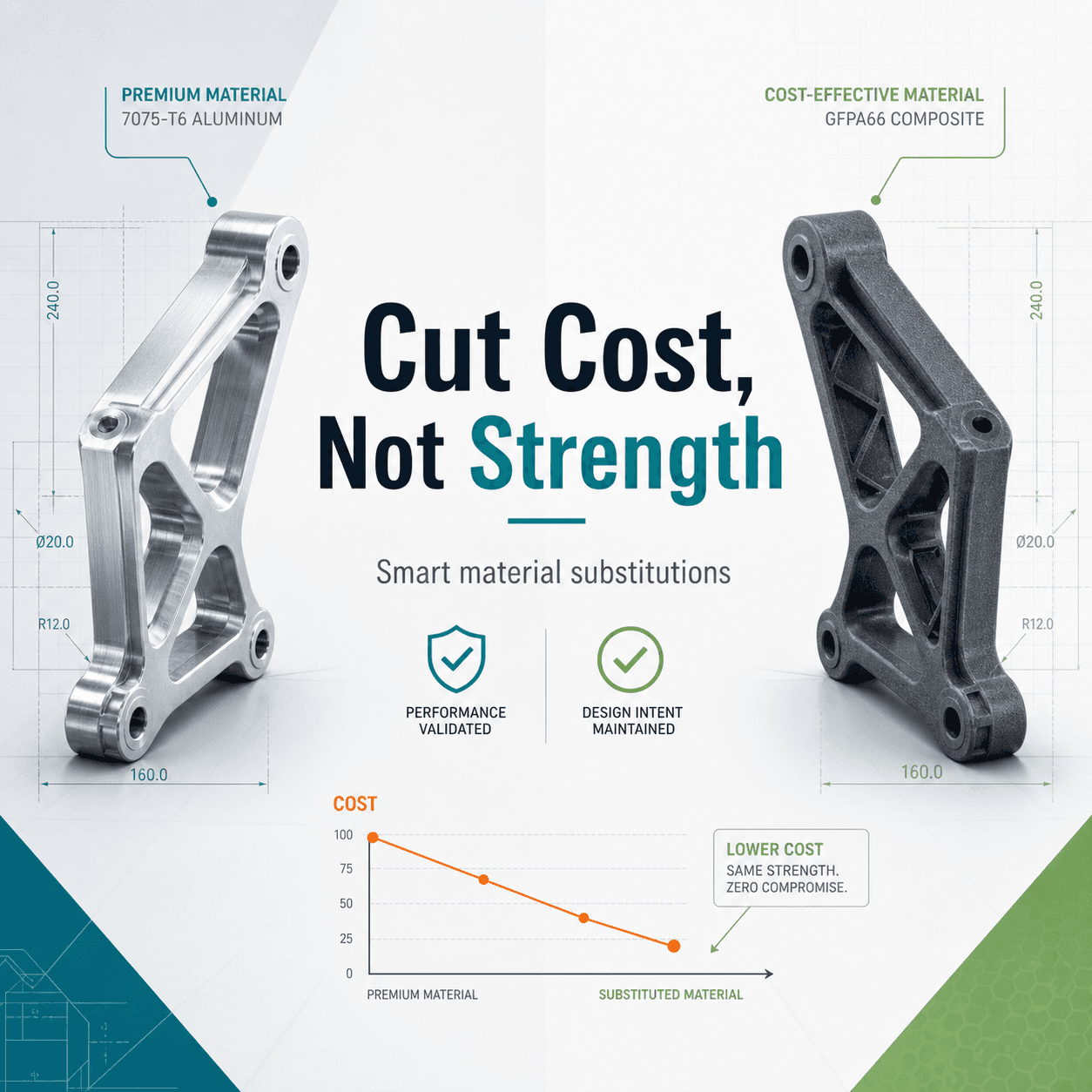
3. Material availability and material changes midstream
Resin supply is better than it was, but it still bites. Also, sometimes the resin is available, but your exact compound or color concentrate is not.
And even worse, the material changes after sampling. Somebody decides the profile needs more stiffness. Or less brittleness. Or a different UV package. That can reset validation, not just reorder resin.
Fixes
- Lock the material family early (PVC, HDPE, PP, TPE, ABS, etc) and clarify performance requirements instead of guessing.
- Approve color chips or standards before sampling if appearance matters.
- If you must change material, treat it as a new technical event. New trials, new expectations, maybe new tooling tweaks.
A manufacturer that can guide material selection and has experience across industries (windows and doors, utilities, construction, OEM components) will usually spot the “this material will fight you” problems faster.
4. Long sample approval cycles
Extrusion samples are often ready, and then they sit. Someone is traveling. QA is backed up. Or the customer wants to test fit in an assembly but the mating parts are not ready.
Meanwhile, production capacity has moved on.
Fixes
- Set a defined sample review window before samples ship. Even 48 to 72 hours helps.
- Agree on what gets measured and how. If the customer measures one way and the extruder measures another, you lose time in debates.
- Use photos, measurement reports, and clear labeling. Sounds basic, but it prevents confusion when multiple sample sets exist.
If your extruder uses inline process monitoring, you can also get more confidence that once the sample is approved, production will match it. That reduces the urge to over-review every run.
5. Underestimating downstream operations (cutting, drilling, finishing, packaging)
The extrusion itself is only part of the timeline. Cut-to-length, punching, drilling, notching, coiling, kitting, labeling, and packaging can add real time. Especially if requirements show up late.
Fixes
- Define finishing requirements at quote stage, not after the PO.
- Share packaging and labeling expectations early. Bulk pack vs. layer pack vs. protective film vs. custom cartons changes labor and materials.
- If you need tight cut length tolerance, say so. It affects the method and throughput.
This is one reason buyers like manufacturers that offer cut-to-length and finishing in-house. Fewer handoffs. Fewer trucks. Less waiting.
FAQs (Frequently Asked Questions)
What are the main causes of lead time delays in plastic extrusion projects?
Lead time delays in plastic extrusion often stem from vague prints and shifting requirements, tooling delays and surprises, material availability issues and changes midstream, and long sample approval cycles. Each of these factors can unexpectedly extend project timelines if not properly managed.
How can vague prints and shifting requirements affect plastic extrusion lead times?
Vague prints lacking clear critical dimensions, datums, or tolerance strategies lead to misaligned expectations when the first samples arrive. Without specifying material, color, finish, and special requirements upfront, production can experience delays due to repeated adjustments and disagreements over what meets the standards.
What steps can be taken to minimize tooling delays in custom plastic extrusion?
Engaging tooling support early during design development allows for small geometry tweaks that prevent lengthy iterations. Requesting a detailed tooling timeline that includes design review, build, prove-out, and sample approval phases helps set realistic expectations. Planning for potential multiple revisions by incorporating them into the schedule also reduces surprises.
What practical solutions can improve lead times in custom plastic extrusion projects?
Clear upfront communication on critical dimensions and tolerances; early collaboration with tooling experts; locking material choices before sampling; setting defined sample review windows (e.g., 48-72 hours); agreeing on measurement methods; using photos and reports for clarity; and partnering with experienced manufacturers who provide process feedback all contribute to significantly improved lead times.