Cutting cost in an extruded plastic part is usually not about finding some mystery resin that’s half the price. It’s more boring than that.
It’s about swapping materials in a way that keeps the part doing its job. Same fit. Same function. Same safety margin. No surprise cracking in the field six months later.
And honestly, most “failures” from cost downs happen for predictable reasons. Somebody changed the material, but didn’t account for stiffness, temperature, chemical exposure, UV, or even how the profile is actually installed. Or they assumed “PVC is PVC” which is… not how any of this works.
Below are material substitution patterns that tend to save real money in extrusion, with the kinds of guardrails that keep you out of trouble.
First, a quick reality check (what you cannot swap blindly)
If your profile is doing any of these, treat material changes like an engineering change, not a purchasing change:
- Outdoor exposure with years of UV
- Load bearing, snap fits, living hinges, repeated flex
- Electrical insulation or utility adjacent installs
- Tight dimensional tolerance with long lengths
- Contact with oils, solvents, cleaners, pool chemicals, fuels
You still can substitute. You just have to validate it. A couple of basic tests and a short pilot run can prevent the expensive kind of “savings.”
1. PVC to lower cost PVC compound (not “PVC to something else”)
This is one of the safest cost downs in extrusion because you’re staying inside the same polymer family, keeping similar processing behavior.
Common levers that reduce cost without breaking the part:
- Adjusting filler levels (calcium carbonate) to hit stiffness targets at lower cost
- Using an alternative impact modifier package when impact requirements are moderate
- Dialing in color concentrate and UV package only as needed, not “max everything”
- Switching to a different durometer or density target if the application allows
Where it fails: cold impact and screw retention. If your part sees winter installs, drop tests matter. If it takes fasteners, test pullout and strip torque. Those are the two that bite people.
2. ABS to PVC (when surface appearance is not the whole product)
ABS can look great and machine well, but in extrusion it can be a cost driver, especially in thicker profiles or high volume.
PVC can be a strong substitute when:
- You need good dimensional stability
- You need better chemical resistance than ABS in certain environments
- The part is mostly a structural profile, not a “cosmetic show surface” that gets judged up close
Where it fails: heat. ABS often wins on heat distortion depending on grade, and PVC can soften earlier. If the profile sits near heat sources, sun behind glass, or warm mechanical assemblies, you need to check.
3. Virgin to recycled content (done selectively, not everywhere)
Recycled content can be a huge cost lever, but “just add regrind” is how you get warp, inconsistent color, or brittle corners.
The safer pattern is:
- Use recycled content in non cosmetic interior profiles, spacers, hidden channels, packaging adjacent parts
- Keep virgin or tighter spec material for snap features, corners that see stress, and any tight tolerance mating surfaces
- Specify ranges, not vibes. Example: “10 to 25% post industrial regrind” with mechanical minimums
Where it fails: consistency and weathering. If it’s an outdoor product, recycled content needs extra attention to UV stabilization and lot control.
If you’re trying to do this and still keep lead times sane, it helps to work with an extrusion partner that already runs inline monitoring and has controlled material streams. That’s the kind of thing Accord Plastics Corp is set up for, which matters more than people think when you’re not extruding one day a month.
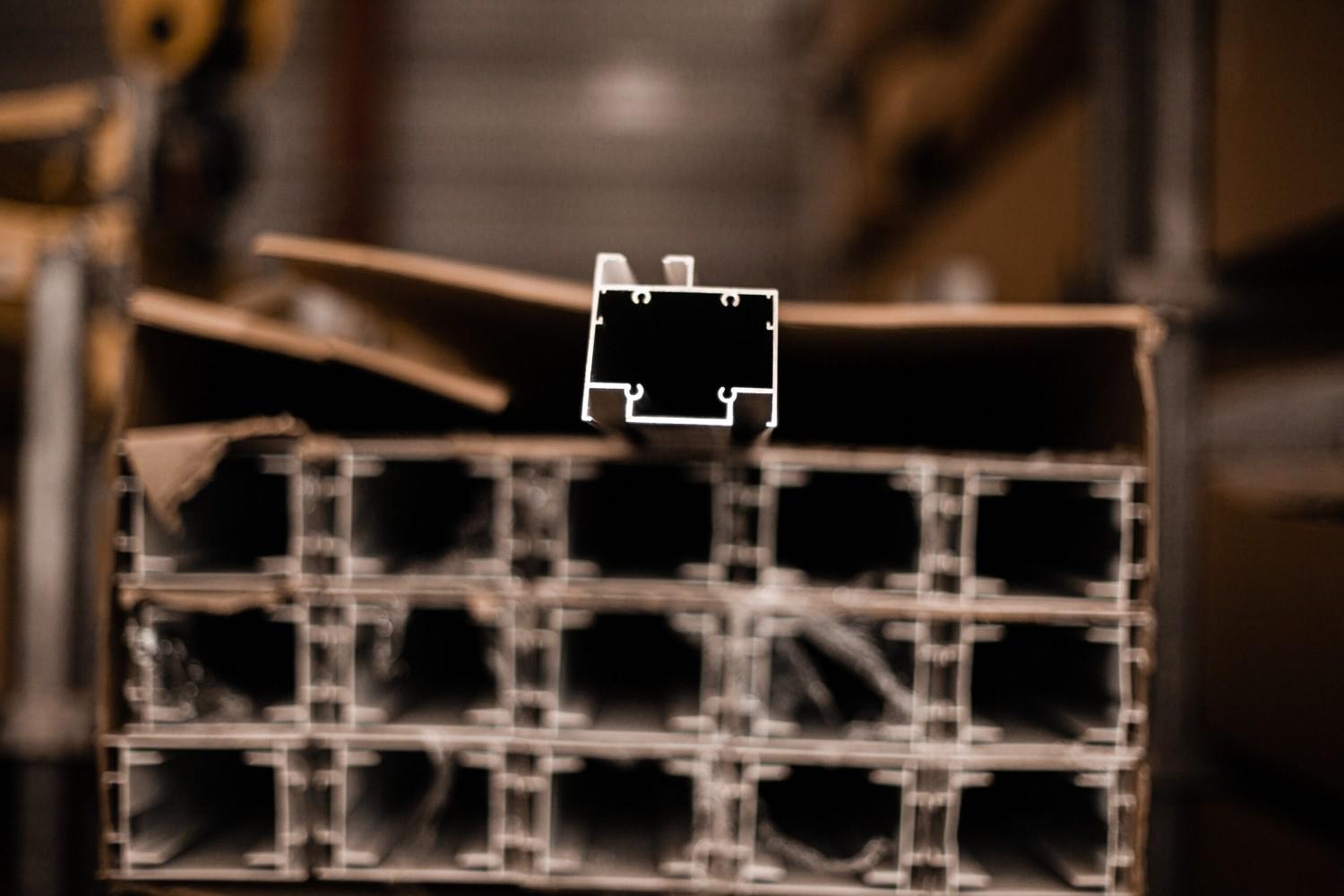
4. Rigid PVC to foamed PVC (or cellular core) for thick sections
If your profile has thick walls mainly to “feel solid” or to prevent deflection, foamed PVC can often hit the stiffness target with less resin.
You get:
- Lower material usage
- Often improved screw holding in certain geometries
- Better weight reduction for shipping and handling
Where it fails: sharp edges and thin feature details. Foamed structures can chip at very thin corners, and some tight cosmetic surfaces may show more variation.
This one is great for larger trim like parts in building products, garage door components, and certain furniture and appliance profiles where weight matters.
5. TPE to PVC flexible (when feel is flexible, but not “soft touch premium”)
Flexible PVC can be cheaper than many TPEs, and it extrudes efficiently.
A good swap when:
- You need basic flexibility, sealing, or a protective edge
- The part is not in constant skin contact
- The application doesn’t require the same elastic recovery as a true elastomer
Where it fails: low temperature flexibility and compression set. If it’s a seal that needs to rebound, or if it’s used in cold climates, validate with real compression set and bend testing.
6. Polycarbonate to acrylic (when impact is not the requirement)
Polycarbonate is strong, but you pay for it. Acrylic can be a cost down for clear parts when you mostly need clarity and UV stability.
Acrylic often wins on:
- UV resistance and long term clarity
- Surface hardness and scratch resistance
Where it fails: impact. If the part can take a hit, PC stays in the conversation. If it’s protected behind a housing, acrylic can be the easy win.
7. Nylon to polypropylene (in dry, moderate temperature applications)
Nylon is great. Also expensive. And it absorbs moisture, which can change dimensions and stiffness.
Polypropylene can be a cost down when:
- The environment is not high heat
- You don’t need nylon level wear performance
- The part isn’t expected to carry high continuous load
Where it fails: creep and stiffness. PP can slowly deform under load. If the part supports weight, test it under sustained load at temperature.
The no drama process that prevents failures
If you want the savings without the field problems, keep it simple:
- Define the real requirements. Not the old resin name. The actual needs: impact, UV, temp range, chemical exposure, stiffness, color, tolerance.
- Pick one substitution strategy at a time. Don’t change resin, geometry, and supplier all at once.
- Run a short extrusion trial. Check sizing, warp, cut to length behavior, and surface.
- Do three basic tests. Impact (at service temperature), dimensional stability (over time), and install simulation (fasteners, snap fit, whatever it sees).
- Lock the spec. Material callout, acceptable ranges, and critical to quality dimensions.
If you’re already working with an extruder, this is where they should be guiding you, not just quoting per pound. Accord Plastics Corp does made to spec custom plastic extrusion and material guidance as part of the process, and if you’re in a cost down cycle right now, it’s worth using that. You can start on their site at https://accordplastics.com and request a quote or talk through a substitution before you commit to a full change.
Saving money is easy. Saving money and sleeping at night. That’s the goal.
FAQs (Frequently Asked Questions)
What are the key considerations when substituting materials in extruded plastic parts to reduce costs?
When substituting materials in extruded plastic parts to cut costs, it’s essential to maintain the same fit, function, and safety margin. You must account for stiffness, temperature resistance, chemical exposure, UV stability, and installation methods. Blind material swaps can lead to failures like cracking or loss of performance.
Why is switching from PVC to a lower cost PVC compound considered a safe cost reduction strategy?
Switching within the same polymer family, such as from standard PVC to a lower cost PVC compound, maintains similar processing behavior. Cost savings come from adjusting filler levels like calcium carbonate, using alternative impact modifiers for moderate impact needs, and dialing in color and UV packages appropriately. However, care must be taken with cold impact resistance and screw retention.
When is it appropriate to substitute ABS with PVC in extrusion applications?
PVC can replace ABS effectively when the part requires good dimensional stability and better chemical resistance but does not rely on surface appearance as the primary feature. This substitution suits structural profiles rather than cosmetic surfaces. However, PVC may soften at elevated temperatures where ABS has better heat distortion resistance.
How can recycled content be used effectively in extruded plastic parts without compromising quality?
Recycled content should be used selectively—primarily in non-cosmetic interior profiles or hidden components—while maintaining virgin or tightly specified materials for stress-bearing features like snaps or tight tolerance surfaces. Specifying recycled content ranges (e.g., 10-25% post-industrial regrind) with mechanical minimums helps manage consistency and weathering concerns.
What are the benefits and limitations of using foamed PVC instead of rigid PVC for thick extruded sections?
Foamed or cellular core PVC reduces material usage and weight while often improving screw retention in certain geometries. It’s ideal when thick walls serve mainly for stiffness or solidity feel. Limitations include susceptibility to chipping at sharp edges or thin features and potential cosmetic variations. Suitable applications include building products and large trim components.
In what scenarios can flexible PVC replace TPEs as a cost-saving measure in extrusion?
Flexible PVC serves as a cost-effective alternative to many TPEs when basic flexibility, sealing, or protective edging is needed without premium soft-touch feel. It’s suitable where the part isn’t in constant skin contact and elastic recovery requirements are moderate. However, flexible PVC may underperform in low-temperature flexibility and compression set compared to true elastomers.